
Линия по производству пластиковых окон
Бизнес по производству окон ПВХ: расчет экономической целесообразности
Сегодня ни одно строительство новых объектов не обходится без окон ПВХ, помимо этого, все больше людей хотят сменить старые деревянные окна на металлопластиковые конструкции. В связи с высокой востребованностью продукции, все больше предпринимателей хотят организовать собственное производство окон ПВХ. Такие компании могут выиграть на фоне конкурентов, которые предлагают продукцию ведущих производителей, но выполняющих заказы в течение длительных сроков. Поэтому в этом материале мы осуществим расчет экономической целесообразности для небольшого предприятия по производству пластиковых окон.

Организация предприятия по изготовлению окон ПВХ
При открытии предприятия по производству окон-ПВХ необходимо подать заявление в ЕГРИП, в котором нужно указать основные коды ОКВЭД:
- 25.23 – Производство пластмассовых изделий, которые используются в строительстве;
- 45.42 – Производство столярных и плотничьих работ;
- 51.53.24 – Оптовая торговля строительными материалами;
- 45.44.1 – Производство стекольных работ.
После регистрации кодов ОКВЭД нужно подать заявление в налоговую для регистрации плательщика ЕНВД. Поэтому деятельность по производству металлопластиковых конструкций будет на общей системе налогообложения, и предпринимателю нужно будет начислять и платить НДФЛ и НДС. Во время подготовки производства необходимо провести все сертификационные испытания. Они подтвердят высокое качество продукции, возможность ее использования в определенных климатических условиях.
Эти испытания могут проводиться как на территории России – на соответствие требованиям Строительных норм, стандартам ГОСТ и СНиП, так и в Германии – на соответствии стандартам DIN и цветовой палитре RAL.
Получение сертификата соответствия на пластиковые окна с 2010 по 2011 год – это была обязательная процедура. Она проводилась с целью подтверждения качества окон требованиям ГОСТ 30674-99.
Сейчас эта процедура заменена декларированием. Сертификационные испытания все равно проводятся, но в соответствии с обязательными пунктами нормативной документации.
Также для реализации окон ПВХ предприниматель должен получить лицензию Госстроя и санитарно-эпидемиологическое заключение.

Технология производства окон ПВХ
Производственный процесс изготовления пластиковых окон включает такие этапы:
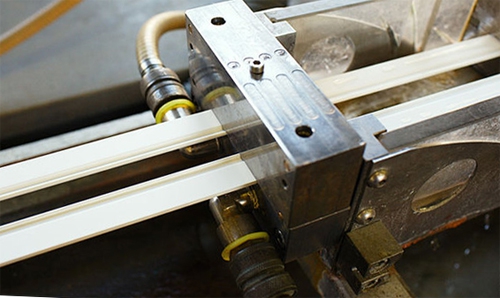
1. Резка профиля
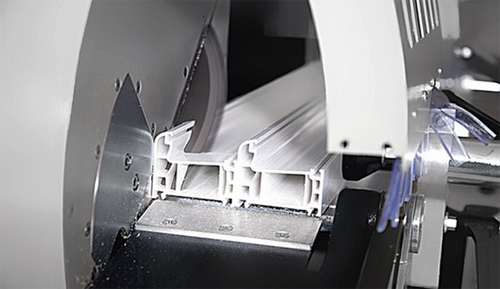
На этом этапе выполняется резка металлического профиля и хлыстов ПВХ. От уровня исполнения этой операции во многом зависит качество готовой продукции, поэтому следует уделять пристальное внимание соблюдению плоскости реза и расположению хлыстов профиля. Нарезка заготовок осуществляется в соответствии с бланком заказа и с учетом запаса на сварку (5-6 мм). — резка пластикового профиля. Рамный и створочный профиль нарезаются на пиле под углом 45°. Эркеры, подставочные профиля, импорт нарезаются под углом 90° с учетом запасов с каждой стороны (2,5-6 мм). — резка армирующего профиля производится на специальной пиле под углом 90°.
2. Фрезерование дренажных каналов

Для компенсации ветрового давления и отвода лишней влаги делаются дренажные отверстия в створке, импосте и раме. Расположение этих отверстий должно соответствовать рекомендациям снабженца профиля.
Отверстия должны иметь продолговатую форму и делаться с помощью специального инструмента или на дренажном станке.
3. Фиксация металлического профиля в пластиковом
В специальную камеру заготовки пластикового профиля помещаем металлический профиль и закрепляем его с помощью саморезов. Эту операцию можно осуществить с помощью ручного винтоверта или на автоматическом шуруповерте.
4. Фрезерование отверстий под замок основного запора и под ручку
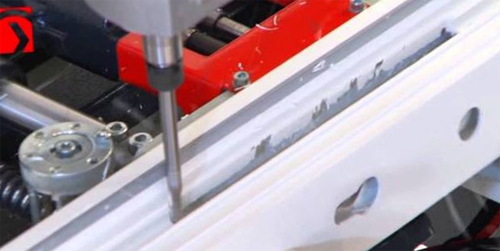
Для установки элементов фурнитуры необходимо предварительно сделать соответствующие отверстия. Эта операция осуществляется на копировально-фрезерном станке.
5. Фрезерование торцов импоста

Для установки импоста в раму или створку необходимо соответствующим образом обработать края заготовки. Это действие выполняется на торцефрезерном станке. Далее импост прикрепляется к створке или раме с помощью механических соединителей.
6. Сварка окон ПВХ.
Во время сварки необходимо соблюдать такие условия:
- температура сварного ножа должна быть 230-250°;
- тщательно обработать поверхность ножа;
- время разогрева шва – от 25 до 40 сек.;
- время сварки шва – от 25 до 40 сек.
Перед тем как поместить заготовки на сварочный станок необходимо убедиться в их чистоте, так как пыль, стружка металла или ПВХ ухудшают качество сварки. После окончания этой операции осуществляют визуальный контроль качества сварочного шва.
7. Зачистка углов металлопластиковых изделий – удаление наплава сварного шва
Эта операция может выполняться вручную или на специальном станке. Автоматический станок срезает наплав с лицевой поверхности профиля специальными ножами, далее фреза очищает торцевую поверхность профиля.
Под каждый вид профиля подбирается специальная фреза!
8. Установка уплотнительной резины

Погружение уплотнительной резины в паз нужно начинать с середины верхней перекладины. Резина вручную помещается в паз так, чтобы не было ее растяжения. Стыковать уплотнитель нужно, используя специальный клей.
9. Операции по сборке оконной конструкции включают установку импостов и фурнитуры
После установки фурнитуры, необходимо поместить створку на раму и ввести фальцевые вкладыши, прокладки под стеклопакет.
10. Нарезка штапиков
Штапик – контур, который нужен для крепления стеклопакета в створке или раме. Действия по резке штапиков осуществляются на специальной пиле, иногда на маятниковой пиле.

В завершение производственного процесса, нужно поставить стеклопакет в створку или раму, а в специальные пазы забить штапики. Эта операция может осуществляться на стенде остекления. После этого окно готово к монтажу.

На крупнейших заводах России имеется автоматизированная линия по производству окон ПВХ, на которой осуществляется полный цикл производства. Например, на заводе компании Kaleva есть не только сборочный цех и комплекс производственного оборудования, но и экструзионная линия.
Оборудование для производства окон ПВХ
Так как сегодня окна ПВХ востребованы и представлены в широком многообразии, недостатка с предложением оборудования не наблюдается. Наибольшим спросом на рынке оборудования пользуются линии турецких торговых марок – Yilmaz, NISSAN, KABAN и Nikmak, а также станки и инструменты отечественных производителей.
В список оборудования для изготовления пластиковых окон входят:
- Одно- и двухголовочные пилы для нарезки профилей ПВХ и армирования;
- Рольганги;
- Станки для сварки ПВХ;
- Копировально-фрезерные станки;
- Пилы для нарезки армирующего профиля;
- Углозачистные станки;
- Станки для фрезерования торца импоста;
- Пилы для нарезки штапиков;
- Вырубные пилы;
- Гибочные станки;
- Стенды остекления;
- Вытяжки;
- Моечные машины;
- Экструдеры;
- Деминерализаторы;
- Монтажные подъемные устройства.
Бизнес план производства окон ПВХ
Особенности выбора помещения
Площадь помещения напрямую зависит от объема производства. Предприятие планирует изготавливать стандартные двухстворчатые окна размером – 1400*1200. Чтобы открыть цех по производству окон ПВХ, который будет выпускать 20 конструкций за смену, достаточно помещения площадью 200 кв. м. При этом стоит помнить, что высота потолка должны быть более 3 метров.
Рядом должен находиться склад готовой продукции.
Станки для изготовления металлопластиковых конструкций не смогут работать без электричества. Напряжение питания должно составлять 380 В/50Гц. Оптимальная температура в помещении – 18° С, в обратном случае может нарушиться технология производства.
Также в помещении должна быть создана хорошая система вентиляции. Особое внимание нужно уделить созданию системы освещения. По всей территории цеха делается общее освещение, а для отдельных участков – локальный «свет».
Подбор персонала
Чтобы организовать небольшое предприятие по производству окон ПВХ нужно нанять около 10 человек и установить специальную программу.
Такая программа с наименьшими погрешностями рассчитает стоимость металлопластиковых конструкций и предоставит всю информацию, нужную для производства.
Контроль
Контролировать производственный процесс должен руководитель производства, а главный технолог сможет проверить, соответствует ли готовая продукция общепринятым стандартам и требованиям заказчика? Он также должен распределять задания между рабочими и контролировать технологический процесс.
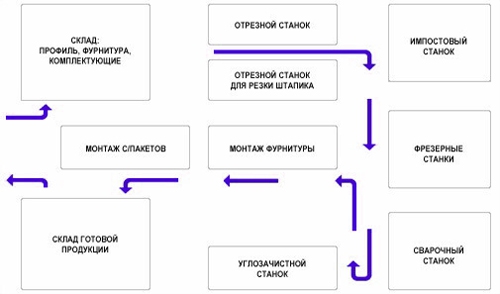
На предприятии должен быть и инженер, который будет отслеживать работу оборудования и в случае необходимости устранять поломки. В штат рабочих нужно нанять не менее 7 человек, из них один должен быть кладовщик, осуществляющий прием или отправку товаров. Оптимальная схема организации технологической линии и состав производственных участков отображены ниже.
Капитальные затраты
Чтобы открыть завод по производству окон ПВХ производительностью 20 готовых изделий за смену необходимо осуществить закупку такого оборудования:
- Двухголовочная пила с фронтальной подводкой диска – 372000 рублей;
- Углозачистной автомат (Yilmaz CA) -225 000 рублей;
- Торцефрезерный станок (Yilmaz km-212) – 30 000 рублей;
- Двухголовочный сварочный станок – 411 600 рублей;
- Оборудование для нарезки армирования – 9000 рублей;
- Копировально-фрезерный станок (Yilmaz FR-225) – 106 400 рублей;
- Компрессор Remezza – 26 000 рублей;
- Станок для создания водоотводящих отверстий – 86 000 рублей;
- Автоматическая пила для нарезки пластиковых штапиков – 99 600 рублей;
Итого стоимость полного комплекта оборудования составляет 1 365 000 рублей.
Затраты на доставку и монтаж оборудования – 50000 рублей;
Прочие расходы (на получение лицензии, сертификатов) – 50000 рублей.
Итого капитальные затраты: 1 465 000 рублей.
Расчет стоимости материалов для производства окон ПВХ
Стоимость материалов, которые необходимы для изготовления стеклопакетов
Норма расхода, стоимость единицы материалов, финансовые затраты (руб.) из расчета на 1 кв. метр продукции:
- Стекло (С-300 руб./кв. м): норма затрат – 2 кв. м; стоимость расхода – 600 руб.;
- Обечайка (С-100 руб./м): норма затрат – 4 м; стоимость расхода – 400 руб.;
- Бутил (С-35 руб./кг): норма затрат – 0,1 кг/кв. м; стоимость расхода – 3,5 руб.;
- Прочие расходные материалы на 1 кв. метр продукции – 200 рублей.
Итого затраты на изготовление 1 кв. метра стеклопакета – 1203,5 рублей.
Стоимость материалов, которые нужны для создания металлопластиковой конструкции:
- ПВХ профиль (С-1000 руб./м): норма затрат – 0,5 м/кв. м; стоимость расхода – 500 руб.;
- Металлопрокат (С-582,5 руб./м): норма затрат – 1 м/кв. м; стоимость расхода – 582,5 руб.;
- Комплектующие и другие расходные материалы – 2000 руб.
Итого: 3082,5 руб./кв. м.
Суммарные затраты материалов для изготовления 1 кв. метра продукции – 4 286 рублей.
Затраты на материалы в месяц: 22 смены * 20 готовых изделий * 1,68 кв. м* 4 286 рублей = 3 168 000 рублей.
Ежемесячные доходы за месяц (с учетом цены готового изделия – 9 500 рублей): 22 смены *20 единиц готовых изделий * 9500 рублей = 4 180 000 рублей
Постоянные ежемесячные затраты
- Аренда производственного помещения и склада – 50 000 рублей;
- Коммунальные платежи – 25000 рублей;
- Зарплата рабочих (10 человек) – 100 000 рублей;
- Затраты на материалы и комплектующие для производства – 3168000 рублей.
Итого затраты в месяц: 3 343 000 рублей.
Налог на прибыль (20%) – 167 400 рублей.
Итого расходы: 3 510 400 рублей.
Рентабельность и прибыль
Чистая прибыль: 4 180 000 — 3 510 400=669 600 рублей.
Рентабельность предприятия по производству окон ПВХ составит 19,07 %.
При чистой прибыли 669 600 рублей в месяц срок окупаемости составит 1 год и 9 месяцев. Но, данные расчеты ориентировочные и начинающий предприниматель должен помнить, что при высокой конкуренции нужно будет увеличить расходы и включить дополнительную статью – затраты на рекламную кампанию. В результате этого срок окупаемости может увеличиться.
Полезное по теме:
Автоматические линии для производства ПВХ окон
Автоматический процесс производства ПВХ-окон можно подразделить на 3 этапа:
Содержание
Раскрой и подготовка профиля
Автоматическая линия для подготовки и раскроя профиля оснащается быстродействующей одноголовочной пилой и программой оптимизации, позволяющей существенно снизить отходы. Резка происходит диском диаметром 500 мм под углом 30-150° с точностью до 0,1°.
Скорость резки регулируется и зависит от конфигурации профиля. Блок подачи может доставлять на обработку и резку профиль длиной от 850 до 6500 мм. Семиосный сервопривод позволяет производить все необходимые операции (сверление отверстий под ручку, фрезеровка водоотводящих и вентиляционных каналов, маркировка и т.п.) на всех четырех сторонах профиля. 
Центр обработки и резки профиля с блоком армирования FA 1020
Фрезеровка водоотводящих каналов производится со скорость вращения 18 000 об/мин. под углом 0-60° с точностью до 0,1°.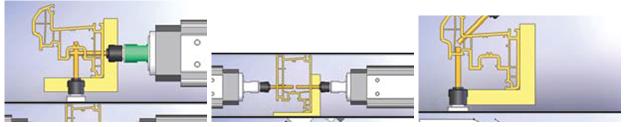
Установленный в линии двухголовочный шуруповерт автоматически регулирует точки скрепления ПВХ- и армирующего профиля в зависимости от конструкции окна и системы профиля. Автоматическая система смазки обеспечивает надежную работу всех механических узлов линии. Габариты обрабатываемого профиля колеблются в пределах 40-150 мм по ширине и 40-140 мм по высоте.
Линия оснащена промышленным компьютером с тактовой частотой Intel CPU 600 мГц. Операционная система Windows XPro, языки программирования C++ и Visual Basic, возможность подключения внешнего компьютера, клавиатуры и «мышки».
В качестве опций могут быть:
- принтер для печати этикеток со штрихкодом и наклейки их на отрезки профиля BY200;
- блок фрезеровки торца импоста OK100;
- пылесос TE100;
- узел центровки армирования внутри ПВХ-профиля DM100;
- сенсор подачи шурупов VS100.
Напряжение электропитания 380-400 В, 50-60 Гц, подключаемая мощность 17,2 кВт. Габариты центра 19,4 м Х 4,59 м Х 2,12 м, вес 6,6 т.
Есть техническое решение, когда автоматическая резка профиля представляет собой отдельный узел автоматической линии.
Автоматический центр резки CAT 600
CAT 600 оснащен пильным диском диаметром 600 мм, угол резки 10-90-10°. В качестве опций возможно:
- программа оптимизации;
- принтер для печати этикеток со штрихкодом;
- считыватель кода;
- сетевая карта;
- подключение к интернету.
Габариты центра 12 м Х 2,2 м Х 1,8 м, вес 2,95 т.
Центр резки через буферную подготовительную станцию может соединяться в единую автоматическую линию с автоматическим обрабатывающим центром.

Обрабатывающий центр MULTIFAB 3000
Для резки армирующего профиля нужно использовать минимум 4 шт. FC 250 или одну пилу S 320.
Сварка ПВХ-конструкций и зачистка углов
Сварочно-зачистной центр имеет в своем составе четырехголовую сварочную машину, буферный стол и зачистной автомат. Сварка происходит по четырем углам одновременно под углом 90°. Настройка сварного шва для ламинированного и белого или однотонного профиля осуществляется по команде оператора. Замена цулаг происходит практически без потери времени. Поверхности, по которым рамы после сварки транспортируются на зачистку, имеют щеточное покрытие. Транспортировка и зачистка углов рамы происходит с помощью робота. Зачистка может быть как автоматической, так и ручной. Информация со сварочного узла на зачистной передается автоматически. Кроме того зачистной блок имеет систему распознования профиля. Естественно наличие автоматической
смазывающей системы.
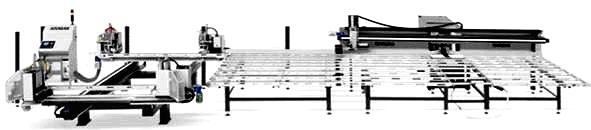
Центр сварки зачистки FA 1040
Производительность такого центра 250 рам /8 часов. Обслуживается FA 1040 одним оператором.
В качестве опций могут быть:
- система прижима уплотнительного профиля;
- считыватель штрихкода;
- сварочные цулаги;
- подключение интернета.
Минимальный размер ПВХ-рамы 495 Х 425 мм, максимальный – 3300 Х 2400 мм. Минимальная высота профиля 40 мм, максимальная высота – 120 мм, минимальная ширина – 40 мм.
Габариты центра 14,43 Х 5,5 Х 2,14 м, вес 4,89 т.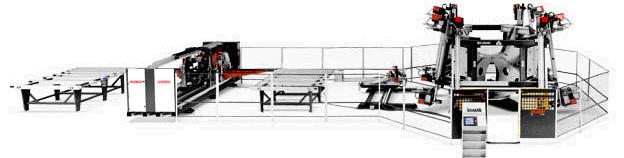
Центр сварки (4х4) и зачистки (ЧПУ)FA 1050
Существует более производительный вариант сварочно-зачистного центра. Производительность FA 1050 до 1000 ПВХ-рам за 8 часов. Обслуживается одним оператором. В состав линии входит сварочный комплекс карусельного типа на основе четырех вертикальных четырехголовочных сварочных машин. Все технические возможности FA 1040 присущи и FA 1050.
Минимальный размер рамы 450 Х 450 мм, максимальный – 2355 Х 2820 мм. Минимальная высота профиля 40 мм, максимальная высота – 180 мм, максимальная ширина профиля 130 мм.
Габариты центра 23,95 Х 9,9 Х 4,1 м, вес 21,44 т.
Сборка оконных и дверных блоков
Для сборки окон при производительности от 100 окон в смену целесообразно использовать специальные столы для установки фурнитуры.
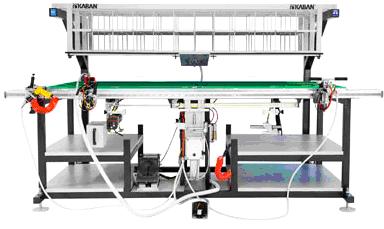
Стол для установки фурнитуры EK 1040
На ЕК 1040 можно сверлить тройное отверстие для установки ручек, отверстия для установки петель, есть система автоматической центровки рамы. Винтоверт имеет автоматическую подачу шурупов и лазерный луч для точной работы. Механические ножницы совмещены с измерительной системой. Габариты обрабатываемой рамы 400-2500 мм Х 400-1700 мм. Габариты оконного профиля 45-100 мм Х 45-100 мм.
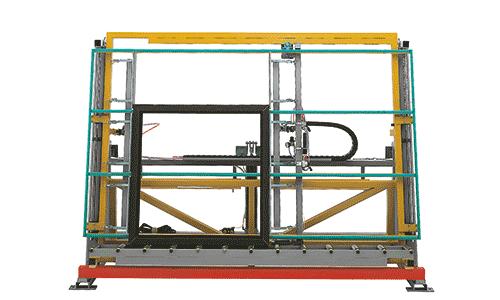
Финишная сборка окна или двери происходит на стенде остекления и контроля.

Стенд остекления и контроля VK 3522
Максимальная высота зажима 2200 мм, максимальная ширина
зажима 3000 мм. Высота подъема 500 мм.
Окна в них жестко зажимаются вертикально. Это позволяет не нарушать прямоугольность окна и проверить работоспособность створки на открывание и закрывание. Именно здесь стекла или стеклопакеты фиксируются в оконном блоке штапиками.
Стенды могут отличаться по ширине и высоте, а также возможностью подъема оконного или дверного блока вверх для удобства работы.
Для производительности от 100 окон в смену лучше всего использовать автоматическую пилу для резки штапика. Пила имеет электронную линейку, которая позволяет переносить размеры по радиочастоте на компьютер штапикореза, который, в свою очередь, автоматически устанавливает их при резке двух профилей.

Пила для резки штапика AD 1055

Ручной инструмент необходим при любой производительности и степени автоматизации:
пневмодрели, пневмовинтоверты, пневмобормашинки, серповидные ножи, специальные молотки, ножницы для уплотнений, лопатки для остекления. Для подсоединения пневмоинструмента необходимы спиральные шланги и фильтры-редукторы. Для переноски стекла и стеклопакетов используют двойные ручные присоски.

Пневмовинтоверт
Пневмодрель

Пневмобормашинка

Серповидные ножи

Специальный молоток

Ножницы для уплотнений

Лопатка для остекления

Двойные присоски для стекла

Спиральный шланг

Фильтр-редуктор
Сборочные столы должны иметь решетчатые столешницы, тележки – соответствующие приспособления для транспортировки ПВХ-профиля, армирования, стекла или стеклопакетов, фурнитуры.
Все оборудование должно быть обеспечено электрическим током 220 и 380 В и сжатым, осушенным воздухом 6-8 атм.

Тележка для перевозки нарезанного профиля

Рабочий стол

Тележка для штапика

Тележка для армирования
Тележка для уплотнений
Стоит ли вкладывать средства в линию для производства пластиковых окон
Начало деятельности
Для старта производства необходимо учредить предприятие, получить налоговую и государственную регистрацию, провести испытания и получить сертификаты качества. Испытания на соответствие нормам ГОСТ, требованиям СНиП, а также для получения иностранных стандартов качества – DIN и RAL. Имея как можно больше сертификатов можно выгодно зарекомендовать себя на рынке металлопластиковой продукции. Перед началом производства и реализации следует получить санитарно-эпидемиологическое заключение, без него сбыт будет невозможен.
Подготовка производственных площадей
Для организации небольшого бизнеса со средней производительностью до двадцати конструкций в смену, понадобится помещение площадью не менее 200 м 2 , и учесть высоту потолков – выше трех метров. Здесь будет размещаться линия по производству окон ПВХ. Рядом с производственным цехом должны находиться помещения для хранения готовой продукции и сырья также понадобится административное помещение где разместится управленческий персонал. Для бесперебойной работы линии необходимо электричество, напряжение в розетках должно составлять не менее 380 В. Цех необходимо оборудовать системой кондиционирования, поддерживая температуру в пределах 18-20 о С. При нарушении температурного режима может возникнуть сбой технологического процесса, что негативно скажется на качестве готовой продукции. Предусмотреть в помещении не только общее, но и локальное освещение на некоторых участках автоматической линии производства окон ПВХ. Если нет возможности приобрести производственные площади можно воспользоваться арендой. Примерные затраты на аренду в месяц составят 50 тысяч рублей, коммунальные платежи – 25 тысяч рублей.
Обслуживающий персонал
Для работы на производственной линии потребуется шесть человек, еще один кладовщик, для приема готовой продукции и выдачи исходных материалов. Не обойтись на производстве без инженера, способного быстро устранить неполадки работы оборудования, а также главного технолога, который будет контролировать процесс изготовления и качество готовых изделий. Расходы на оплату труда могут составить 100 тысяч рублей.
Комплектующие и расходные материалы
В таблице представлены нормы расхода комплектующих материалов для производства 1м 2 окон и их стоимость:
| Наименование материала | Норма затрат | Стоимость расхода, рублей |
| ПВХ профиль | 0,5 м/ м 2 | 500 |
| стекло | 2 м 2 | 600 |
| бутил | 0,1 кг | 5 |
| обечайка | 4 м | 400 |
| металлопрокат | 1 м 2 | 585 |
| прочие комплектующие | — | 2200 |
Суммарно стоимость производства 1 м 2 оконной конструкции обойдётся в 4290 рублей.
Составные части автоматической линии производства окон
Поскольку производство металлопластиковых окон считается прибыльным делом и растет спрос на автоматизированные линии, увеличивается и число компаний, предлагающих свое оборудование.
 Пила для резки профиля ПВХ
Пила для резки профиля ПВХ
Наиболее распространённые установки таких торговых марок, как Yilmaz, Kaban, Nissan, Nikman, Калибр, Oskar, Startech. Комплектация у различных производителей может значительно отличаться, но всегда есть возможность приобрести дополнительное оборудование. Согласно технологическому процессу для изготовления оконной конструкции необходимо следующее базовое оборудование:
- пила для нарезки профиля;
- станок для сварки;
- фрезерный станок;
- углозачистной станок;
- вырубная пила;
- стенд остекления.
Этот набор элементов линии для производства стеклопакетов рассчитан на максимальную загрузку – 15 — 20 окон в смену. Дополнительно можно приобрести:
- экструдер;
- моечную машину;
- деминерализатор.
Механизмы и составные части линий разных производителей отличаются мощностью, габаритами, выработкой.
Настольная пила выполняет порезку профиля в соответствии заданным параметрам. Может осуществлять резку под разными углами — 15 о , 45 о , 90 о . Оснащена механическими прижимами, резиновыми подпорками для снижения вибрации. Характеристики:
- работает от электросети с напряжением 220В;
- вес — 30 кг;
- габариты 56*45*45 см;
- стоимость пилы 372 тысячи рублей (Yilmaz).
Сварочный станок предназначен для соединения составных частей ПВХ конструкции под различными углами. Автоматический контроль температуры нагрева, кнопка аварийной остановки, наличие резиновых подпорок корпуса обеспечивает его безопасную эксплуатацию. Технические характеристики:
 Углозачистной станок для профиля ПВХ
Углозачистной станок для профиля ПВХ
- мощность – 1,5 кВт;
- подача сжатого воздуха – 35 л/мин;
- свариваемые углы – все в диапазоне от 0 о до 180 о ;
- ширина профиля – максимально до 130 мм;
- размеры станка – 65*65*52 см;
- вес – 120 кг;
- стоимость – 411 тысяч рублей («HEGSAN»).
Фрезерный станок предназначен для создания отверстий и пазов различного размера в алюминиевых профилях. Отверстия в дальнейшем служат местами крепления фурнитуры, соединения различных компонентов, предусмотренных технологическим процессом. Характеристики:
- мощность – 1200 Вт;
- питание – 220В;
- скорость вращения фрезы – до 23000 об/мин;
- размеры – 55*46*55 см;
- масса – 27 кг;
- стоимость – 106 тысяч рублей (модель Yilmaz).
Углозачистной станок предназначен для срезания неровностей и излишков, образовавшихся после сварочных работ. Характеристики:
- масса – 26 кг;
- тип управления – ручное;
- размеры – 68*57*54 мм;
- стоимость – 225 тысяч рублей (Yilmaz).
Вырубная пила необходима для водоотводящих отверстий. Это настольная установка, работающая от электросети, мощностью 220В. Характеристики:
 Стенд остекления для сборки пластиковых окон
Стенд остекления для сборки пластиковых окон
- тип управления – ручное;
- мощность – 800 Вт;
- вес 26 кг;
- скорость вращения – 3000 об/мин;
- габариты – 56*45*45 мм;
- стоимость – 86 тысяч рублей.
Стенд остекления предназначен для сбора готовых деталей конструкции окна. Он позволяет точно имитировать установку окна и облегчает процесс остекления и регулировку фурнитуры. Стоимость стенда 160 тысяч рублей.
Можно дополнить комплект пилами для резки штапиков, компрессором, оборудованием для порезки армирования. Цена линии по производству окон может составить 1 365 000 рублей. Сюда же следует добавить расходы на транспортировку и монтаж, если производитель не учел их в цене автоматизированной линии – 50 тысяч рублей.
Технологический процесс
Процесс производства металлопластиковых окон начинается с резки профиля в соответствии с необходимыми размерами, они рассчитываются индивидуально для каждого типа конструкций. В разных типах зданий индивидуальные размеры оконного проема, поэтому изготавливаться профили будут в соответствии с параметрами, заданными в заказе. Купив линию по производству окон ПВХ и начав процесс производства, следует понимать, что это будет работа на заказчика, а не выпуск шаблонных окон.
Следующим этапом производства будет фрезерование рамы для дренажных каналов, которые будут компенсировать давление ветра и отводить лишнюю влагу.
После обработки металлического профиля его фиксируют в пластиковом профиле с помощью саморезов. Здесь применяется автоматический шуруповерт или ручной винтоверт.
Затем идет процесс фрезерования рамы под установку фурнитуры, он выполняется на копировально-фрезерном станке.
Когда металлопластиковые элементы подготовлены необходимо их соединить в цельную раму, это происходит с помощь сварочного аппарата. На этом этапе лучше использовать автоматический сварочный агрегат, поскольку важно соблюдение температурного режима и времени разогрева шва.
 Фрезеровка пластиковой рамы
Фрезеровка пластиковой рамы
А перед началом сварки следует удалить с поверхности рамы пыль, стружку, поскольку загрязнения могут снизить качество сварки и повлиять на готовый результат.
В цену линии по производству пластиковых окон включена зачистительная установка, ее используют после процесса сварки для удаления наплава пластика в местах стыка профиля.
В готовую раму необходимо вставить уплотнительную резину, которая крепится на клей. Этот процесс полностью ручной.
Сборка металлопластиковой конструкции происходит на стенде остекления. Здесь в профиль вставляется стеклопакет, необходимая фурнитура, фальцевые вкладыши, прокладки. На этом технологический процесс завершен, остается только выполнить проверку готового изделия на предмет функционирования всех систем — это задание для главного технолога. Окна готовы к реализации и последующему монтажу.
Производство ПВХ подоконников
Целесообразно вместе с окнами производить и подоконники, поскольку цена линии для производства подоконников ПВХ невелика. Линия представляет собой экструдерный комплекс, включающий в себя пресс-формы, механизм продольной резки, ламинирующую установку. Линия может включать в себя более сложную конструкцию, по производству самого ПВХ, но для небольшого предприятия с максимальной загрузкой до 20 окон в смену оно не нужно. Готовый материал можно закупать у крупных промышленных предприятий и самостоятельно осуществлять резку, в соответствии с нужными размерами. Стоимость такой линии будет 150 тысяч рублей.
Рентабельность производства металлопластиковых окон
Затраты на организацию бизнеса можно разделить на капитальные и текущие.
К капитальным затратам относится цена линии по производству стеклопакетов – 1365 000 рублей.
Величина этих затрат будет частично включена в стоимость готовой продукции. И полностью окупится с течением времени. К текущим затратам относится стоимость материалов – 4290 рублей на 1м 2 , в пересчете на 20 готовых единиц в смену, при среднем размере в 1,68 м 2 и количестве смен в месяце – 22, можно получить общий расход материалов в месяц – 3 160 000 рублей.
- Цена одного изделия — 9500 рублей.
При успешной реализации всех произведенных окон можно получить 4180 тысяч рублей прибыли. Вычесть стоимость материалов, затраты по содержанию помещения и заработную плату рабочих получается 670 тысяч рублей чистой прибыли. Процент рентабельности составляет 19% — достаточно высокий показатель, он говорит о быстрой окупаемости вложенных капитальных затрат, это случится через год и девять месяцев, при благоприятных условиях и неизменных ценах на комплектующие.
Обзор оборудования для производства ПВХ окон
Пластиковые окна, практически вытиснившие из обихода аналоги из дерева, являются крайне востребованным товаром, производство которого может принести немалый доход. В данной статье мы расскажем вам про оборудование, используемое для изготовления ПВХ окон.

Распиловочный станок для оконного профиля
Будут рассмотрены разновидности станков, их устройство, принцип работы и функциональное назначение. Приведена технология производства ПВХ окон и даны советы по выбору и эксплуатации оборудования.
1 Технология производства ПВХ окон
Технологический процесс изготовления пластиковых окон состоит из следующих этапов:
- Подготовка профиля — хлысты из ПВХ и металлический несущий профиль раскраиваются на заготовки требуемых размеров, от точности нарезки во многом зависит качество будущих изделий.
- Фрезерование каналов — на поверхности металлического профиля формируются пазы и канавки по трем контурам: по внутренней кромке створки (под установку стеклопакета), на лицевой части рамы и под углом к стеклопакету (для уплотнителей).
- Соединение профилей — металлический профиль, выполняющий несущую функцию, размещается внутри ПВХ оболочки. Части конструкции фиксируются друг с другом с помощью саморезов.
- На внутренней части рамы — створке, посредством фрезерования формируются посадочные гнезда под замок и ручку.
- Фрезеруются кромки рамы под установку импостов — вертикальных и горизонтальных разделителей. На торцевых частях прокладываются линии пазов, в которых импост фиксируется посредством механических соединителей.

Цех по производству ПВХ окон
Для открытия цеха по производству ПВХ окон необходимо помещение площадью около 200 м 2 и высотой потолков не мене 3 м. Практически все оборудование работает от трехфазной электросети 380В. Ключевым фактором является наличие эффективной системы вытяжки или вентиляции, поскольку в процессе сварки профилей плавится поливинилхлорид и выделяются вредные для человека испарения.
к меню ↑
1.1 Производственный процесс (видео)
к меню ↑
2 Требуемое оборудование
Комплект необходимых станков обойдется вам по меньшей мере в 15 тыс. долларов (если приобретать новое оборудование а не бу). Стоимость требуемых агрегатов сильно разнится в зависимости от их производительности и функциональных возможностей, цена может доходить до нескольких сотен тысяч за полностью автоматизированную производственную линию.
Перечень требуемого оборудования можно условно разделить на следующие группы:
- основные станки;
- пневматический инструмент и оборудование;
- вспомогательное оборудование;
- ручные инструменты.
Рассмотрим каждую из них подробнее.
к меню ↑
2.1 Основные станки
Для нарезки профилей необходимо иметь усорезную пилу, при чем желательно сразу два отдельных агрегата — первый для работы с ПВХ профилем, второй — для резки металлических рам. Существуют следующие разновидности усорезных пил:
- настольные агрегаты маятникового типа;
- стационарная пила с пневматическим прижимным устройством;
- одноголовочная фронтальная пила и двухголовочный аналог.
Для резки импоста, эркеров и подставочных профилей оптимально подходит одноголовочная пила, для работы со металлическими рамами и створками — двухголовая (хорошие модели — Yilmaz KD 405 и Emmegi Norma). Длина закупаемого у производителя профиля может варьироваться в пределах 5.6-6.5 метров, в целях минимизации количества отходов лучше всего брать профиль 6.5.

Если вы планируете организовать крупное производство, в качестве альтернативы усорезной пиле имеет смысл рассматривать ленточную пилу. Данный станок позволяет резать сразу несколько профилей одновременно, что значительно увеличивает производительность цеха.
Также необходим дренажный станок, посредством которого в профиле будут формироваться дренажные пазы (канавки для отвода влаги). Данную операцию не первых парах можно выполнять с помощью специального ручного инструмента, а по мере поступления средств приобрести полноценный стационарный агрегат. Оборудование для фрезерования дренажных каналов классифицируется на 2-ух и 3-ех шпиндельное. Проверенным станком с 2-мя шпинделями является модель Omurzak UST-3000.
Для крепления ПВХ профиля к пластиковой раме нужен шуруповерт. Это может быть как ручное оборудование, так и стационарный агрегат. Среди напольных станков выделим модели Aluma SE-1 и Haffner AS21 — в них полностью автоматизированы как процессы подачи саморезов, так и их закручивание, оператору необходимо лишь подавать и фиксировать на рабочем столе заготовку с помощью пневмоприжимов.

Отверстия под ручку и замок формируются на копировально-фрезерных станках. Для небольшого производства рационально взять настольный агрегат с механическими прижимами, на нем можно делать отверстия под замок, однако тройное отверстия для ручку потребуется формировать в ручную посредством дрели. Рекомендованные модели — Gemma Mill 370 и Forces Mactar. Если бюджет не ограничен, то лучше купить стационарный станок с пневноприжимами и трешпиндельной рабочей головкой, по типу Atlas MAK-AT550.
Сварочный станок для окон ПВХ, посредством которого будет собираться рама окна из отдельных частей профиля, может быть одно либо двуголовочным. Если объемы производства не превышают 1500 п.м профиля в месяц, можно обойтись одноголовочным агрегатом. Такой станок работает в автоматическом режиме, сваривая профили под заданным углом, лишь после стартовой настройки, которую должен выполнять квалифицированный специалист. Распространенными моделями являются — Atlas MAK CN-1, Aluma Apollo 1A.

Aluma Apollo 1A
Образовавшийся после сварки наплав необходимо зачистить. Сделать это можно посредством пневматической зачистной машинки, однако на крупном производстве не обойтись без станка для трехсторонней зачистки. Ножи данного оборудования обрабатывают профиль с лицевых поверхностей, а вспомогательная фреза — с угла. Более простым вариантом является 2-ух сторонний зачистной станок, однако угол рамы нужно будет обрабатывать вручную пневматической машинкой. Проверенной моделью 3-ех сторонней зачистки является MLA PL13, 2-ух стороннего — MLA-15.
Для нарезки штапика можно использовать обычную маятниковую пилу, как делают в условиях небольшого производства, однако на таком оборудовании выполнять это неудобно и долго. На рынке представлены специальные пилы-штапикорезы, оснащенный копировальным устройством и рольгангом. Штапикорезы классифицируются на три разновидности — ручные, стационарные с ручной подачей и с автоматической подачей. Последний вариант является наиболее производительным. Рекомендованная модель — Pertici BS-771.
Daizer Wintest 2
По завершению сборки необходимо выполнять проверку работоспособности конструкции и регулировку фурнитуры, что удобно делать на специальном стенде остекления. Существуют стенды с системой вертикального подъема и без нее, данная функция дает возможность поднять окно на удобную для осмотра высоту. Владельцы мелких цехов без зазрения совести могут экономить на стенде, крупному же производству порекомендуем модели Daizer Wintest 2 и Urban KV1800.
2.2 Вспомогательное оборудование и инструмент
Вкратце рассмотрим разновидности вспомогательного оборудования, без которого производство пластиковых окон не сможет функционировать. Вам потребуется приобрести:
- Пневматический инструмент — дрели, бормашинки (для фрезерования пазов под уплотнительные материалы), сдувные пистолеты, шуруповерты.
- Компрессор. Мощность компрессора подбирается исходя из совокупного объема потребления сжатого воздуха работающим в цехе пневматическим оборудованием. Для цеха, производящего 30-40 окон за смену, примерные характеристики устройства будут такими: объем ресивера — 500 л, давление подачи — 10 Бар, производительность — 1000 л/мин. В дополнение к компрессору нужно будет купить магистральные фильтры (тонкой и грубой очистки), осушитель.
- Сборочные столы — как минимум 2 шт. Оптимальная высота стола — 90 см, ширина — от 140 до 160 мм, длина — 3-4 метра.
- Сталлажи для хранения профилей (металлического и ПВХ), уплотнительных материалов и стеклопакетов.
- Тележки для перевозки готовой продукции и заготовок.

Сборочный стол и стеллажи для профилей
Также нужно будет обзавестись ручным инструментом — безинцерционными молотками, остеклительными лопатками, вакуумными стеклосъемниками, роликами для закатки уплотнительных материалов.
Автоматические линии окон ПВХ в России
U3 Автоматический электронный измерительный упор U-3 позволяет производить точный распил оконного армирования, штапика, профиля москитных сеток и.

Продам линию по производству пластиковых окон в составе: пила отрезная, сварочный станок ТК-501, станок для зачистки швов, фрезерный станок, станок.

Линия по производству окон ПВХ фирмы BROGEN. Оборудование находится в городе Рыбинске Ярославской области, в рабочем состоянии. Оборудование.

Готовая линия по производству ПВХ окон и дверей. Состоит из: компресороной установки СБУ/Ф270, штапикорез ORCA, Пила для резки штапика GLS 192.

Сварочно-зачистная линия ROTOX SMK 504M, зачистка сварного шва EPA 479 с поворотным роботом и столом охлаждения. 2008 г.в. 4-х головый сварочный.

Продам линию для производства пластиковых окон ПВХ .BAIMA MACHINERY CHINA .Состояние нового оборудования в комплекте 13 станков.

Всё новое в наличии в Нижнем Новгороде. Продам новую линию для производства оконного профиля, аналог Rehau Blitz, 3-х камерный. Глубина 60 мм.

Продается линия по производству пластиковых окон в г. Саратов. Безотказное итальяно-немецкое оборудование. Возраст бизнеса 8 лет. Полный цикл: от.

1.SAE NFZ 100 обрабатывающий комплекс Техническое описание и характеристики: SAE NFZ 100 обрабатывающий комплекс: состоит из: подающий.

Линия готова к использованию. Предоставляем помощь в монтаже. Больше информации по телефону. Украинский номер только «Viber»

Готовая к работе линия по производству изделий из ПВХ , полный запуск , обучение сотрудников . Обмен на авто транспорт .

В составе комплекта: 1. Станок отрезной «JET 255 мм» — для нарезки ПВХ профилей, дистанционной рамки стеклопакетов и штапиков. Цена 14000 руб.(200.

Готовая линия для производства алюминиевых конструкций. Состав: Станок KABAN AB 1030-621750 руб с НДС Станок KABAN CE 3060-85623 руб с НДС Станок.
Пильный центр Fimtec CAT500. Высокоскоростной комплекс по обработке и последующему распилу ПВХ профиля. Технические характеристики: — Материал.

Продам оборудование для изготовления металопластиковых окон и дверей, полностью в рабочем отличном состоянии. Вся линия. YILMAZ.+гильотина MACO.
- Башкортостан (1)
- Московская область и Москва (4)
- Волгоградская область (2)
- Нижегородская область (1)
- Иркутская область (1)
- Саратовская область (1)
- Кемеровская область (1)
- Свердловская область (1)
- Краснодарский край (2)
- Ярославская область (1)
Автоматические линии окон ПВХ купить в России вы можете на сайте Оборудуй.ком. У нас самый широкий выбор предложений от продавцов со всей России. Если вы хотите продать свое оборудование, технику или инструмент, то просто добавьте бесплатно свое объявление
