Технология производства металлопластиковых окон
Бизнес по производству окон ПВХ: расчет экономической целесообразности
Сегодня ни одно строительство новых объектов не обходится без окон ПВХ, помимо этого, все больше людей хотят сменить старые деревянные окна на металлопластиковые конструкции. В связи с высокой востребованностью продукции, все больше предпринимателей хотят организовать собственное производство окон ПВХ. Такие компании могут выиграть на фоне конкурентов, которые предлагают продукцию ведущих производителей, но выполняющих заказы в течение длительных сроков. Поэтому в этом материале мы осуществим расчет экономической целесообразности для небольшого предприятия по производству пластиковых окон.

Организация предприятия по изготовлению окон ПВХ
При открытии предприятия по производству окон-ПВХ необходимо подать заявление в ЕГРИП, в котором нужно указать основные коды ОКВЭД:
- 25.23 – Производство пластмассовых изделий, которые используются в строительстве;
- 45.42 – Производство столярных и плотничьих работ;
- 51.53.24 – Оптовая торговля строительными материалами;
- 45.44.1 – Производство стекольных работ.
После регистрации кодов ОКВЭД нужно подать заявление в налоговую для регистрации плательщика ЕНВД. Поэтому деятельность по производству металлопластиковых конструкций будет на общей системе налогообложения, и предпринимателю нужно будет начислять и платить НДФЛ и НДС. Во время подготовки производства необходимо провести все сертификационные испытания. Они подтвердят высокое качество продукции, возможность ее использования в определенных климатических условиях.
Эти испытания могут проводиться как на территории России – на соответствие требованиям Строительных норм, стандартам ГОСТ и СНиП, так и в Германии – на соответствии стандартам DIN и цветовой палитре RAL.
Получение сертификата соответствия на пластиковые окна с 2010 по 2011 год – это была обязательная процедура. Она проводилась с целью подтверждения качества окон требованиям ГОСТ 30674-99.
Сейчас эта процедура заменена декларированием. Сертификационные испытания все равно проводятся, но в соответствии с обязательными пунктами нормативной документации.
Также для реализации окон ПВХ предприниматель должен получить лицензию Госстроя и санитарно-эпидемиологическое заключение.

Технология производства окон ПВХ
Производственный процесс изготовления пластиковых окон включает такие этапы:
1. Резка профиля
На этом этапе выполняется резка металлического профиля и хлыстов ПВХ. От уровня исполнения этой операции во многом зависит качество готовой продукции, поэтому следует уделять пристальное внимание соблюдению плоскости реза и расположению хлыстов профиля. Нарезка заготовок осуществляется в соответствии с бланком заказа и с учетом запаса на сварку (5-6 мм). — резка пластикового профиля. Рамный и створочный профиль нарезаются на пиле под углом 45°. Эркеры, подставочные профиля, импорт нарезаются под углом 90° с учетом запасов с каждой стороны (2,5-6 мм). — резка армирующего профиля производится на специальной пиле под углом 90°.
2. Фрезерование дренажных каналов

Для компенсации ветрового давления и отвода лишней влаги делаются дренажные отверстия в створке, импосте и раме. Расположение этих отверстий должно соответствовать рекомендациям снабженца профиля.
Отверстия должны иметь продолговатую форму и делаться с помощью специального инструмента или на дренажном станке.
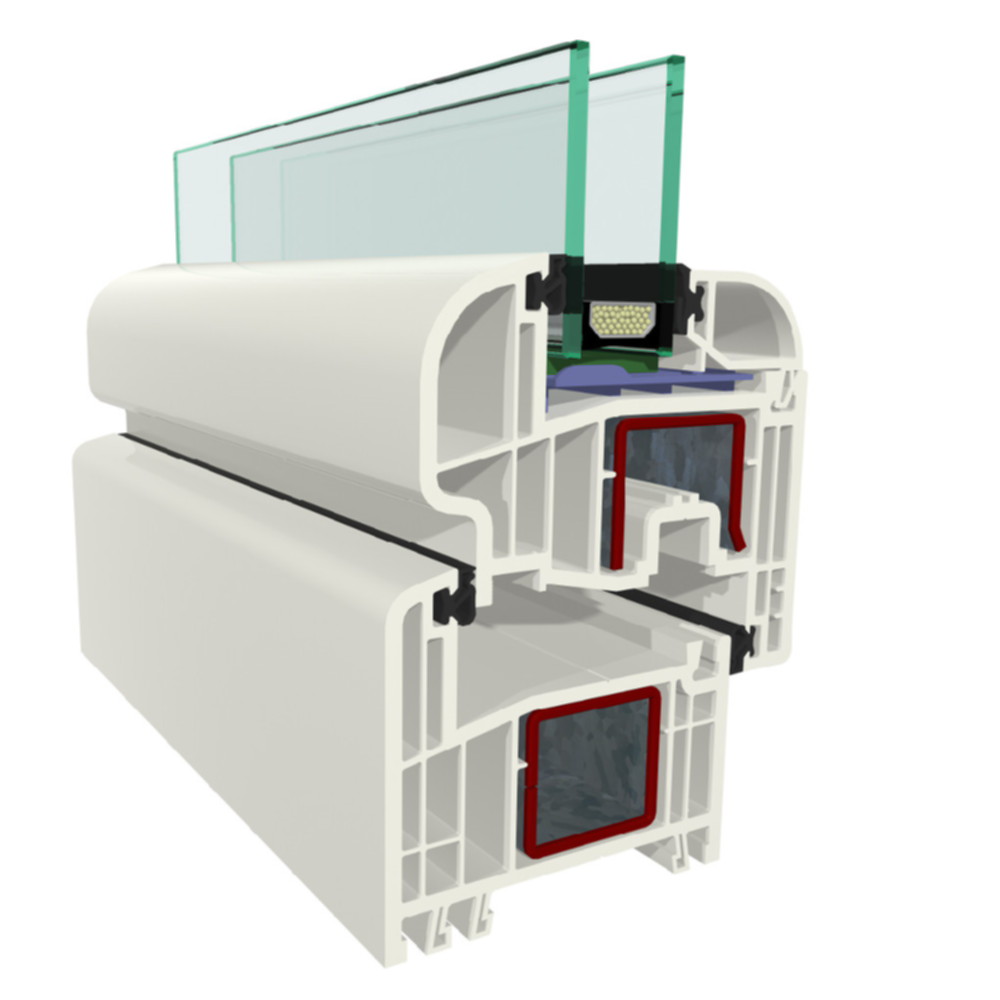
3. Фиксация металлического профиля в пластиковом
В специальную камеру заготовки пластикового профиля помещаем металлический профиль и закрепляем его с помощью саморезов. Эту операцию можно осуществить с помощью ручного винтоверта или на автоматическом шуруповерте.
4. Фрезерование отверстий под замок основного запора и под ручку
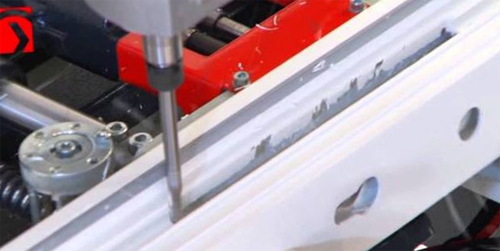
Для установки элементов фурнитуры необходимо предварительно сделать соответствующие отверстия. Эта операция осуществляется на копировально-фрезерном станке.
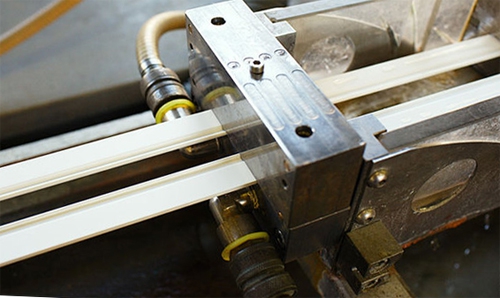
5. Фрезерование торцов импоста

Для установки импоста в раму или створку необходимо соответствующим образом обработать края заготовки. Это действие выполняется на торцефрезерном станке. Далее импост прикрепляется к створке или раме с помощью механических соединителей.
6. Сварка окон ПВХ.
Во время сварки необходимо соблюдать такие условия:
- температура сварного ножа должна быть 230-250°;
- тщательно обработать поверхность ножа;
- время разогрева шва – от 25 до 40 сек.;
- время сварки шва – от 25 до 40 сек.
Перед тем как поместить заготовки на сварочный станок необходимо убедиться в их чистоте, так как пыль, стружка металла или ПВХ ухудшают качество сварки. После окончания этой операции осуществляют визуальный контроль качества сварочного шва.
7. Зачистка углов металлопластиковых изделий – удаление наплава сварного шва
Эта операция может выполняться вручную или на специальном станке. Автоматический станок срезает наплав с лицевой поверхности профиля специальными ножами, далее фреза очищает торцевую поверхность профиля.
Под каждый вид профиля подбирается специальная фреза!
8. Установка уплотнительной резины

Погружение уплотнительной резины в паз нужно начинать с середины верхней перекладины. Резина вручную помещается в паз так, чтобы не было ее растяжения. Стыковать уплотнитель нужно, используя специальный клей.
9. Операции по сборке оконной конструкции включают установку импостов и фурнитуры
После установки фурнитуры, необходимо поместить створку на раму и ввести фальцевые вкладыши, прокладки под стеклопакет.
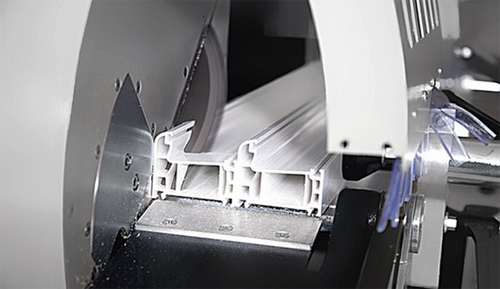
10. Нарезка штапиков
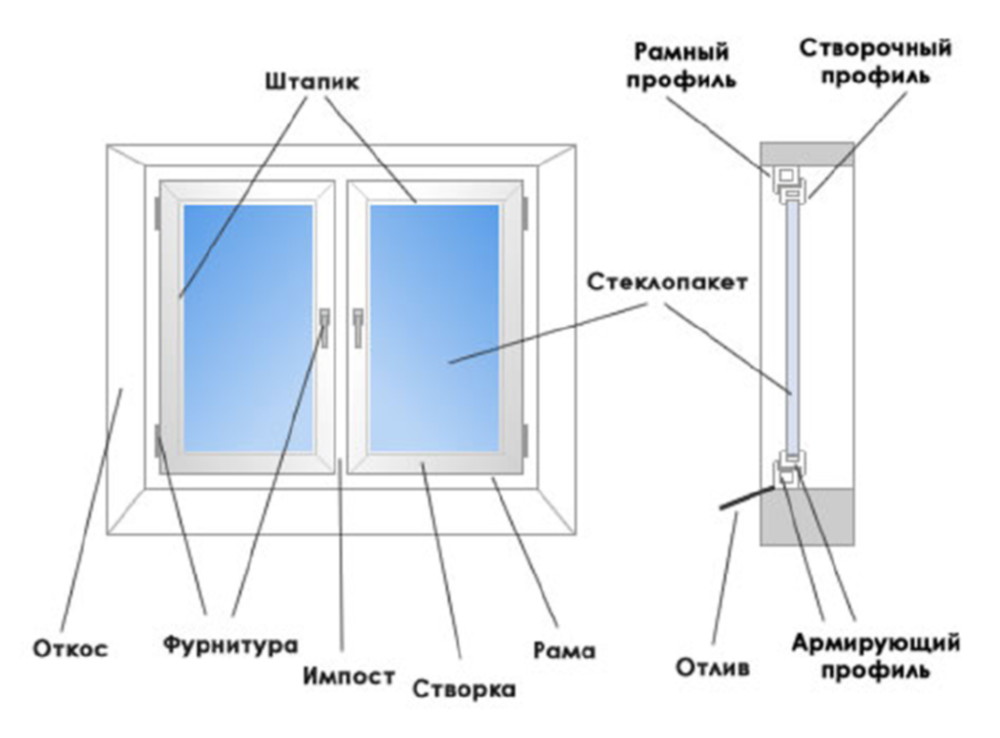
Штапик – контур, который нужен для крепления стеклопакета в створке или раме. Действия по резке штапиков осуществляются на специальной пиле, иногда на маятниковой пиле.

В завершение производственного процесса, нужно поставить стеклопакет в створку или раму, а в специальные пазы забить штапики. Эта операция может осуществляться на стенде остекления. После этого окно готово к монтажу.

На крупнейших заводах России имеется автоматизированная линия по производству окон ПВХ, на которой осуществляется полный цикл производства. Например, на заводе компании Kaleva есть не только сборочный цех и комплекс производственного оборудования, но и экструзионная линия.
Оборудование для производства окон ПВХ
Так как сегодня окна ПВХ востребованы и представлены в широком многообразии, недостатка с предложением оборудования не наблюдается. Наибольшим спросом на рынке оборудования пользуются линии турецких торговых марок – Yilmaz, NISSAN, KABAN и Nikmak, а также станки и инструменты отечественных производителей.
В список оборудования для изготовления пластиковых окон входят:
- Одно- и двухголовочные пилы для нарезки профилей ПВХ и армирования;
- Рольганги;
- Станки для сварки ПВХ;
- Копировально-фрезерные станки;
- Пилы для нарезки армирующего профиля;
- Углозачистные станки;
- Станки для фрезерования торца импоста;
- Пилы для нарезки штапиков;
- Вырубные пилы;
- Гибочные станки;
- Стенды остекления;
- Вытяжки;
- Моечные машины;
- Экструдеры;
- Деминерализаторы;
- Монтажные подъемные устройства.
Бизнес план производства окон ПВХ
Особенности выбора помещения
Площадь помещения напрямую зависит от объема производства. Предприятие планирует изготавливать стандартные двухстворчатые окна размером – 1400*1200. Чтобы открыть цех по производству окон ПВХ, который будет выпускать 20 конструкций за смену, достаточно помещения площадью 200 кв. м. При этом стоит помнить, что высота потолка должны быть более 3 метров.
Рядом должен находиться склад готовой продукции.
Станки для изготовления металлопластиковых конструкций не смогут работать без электричества. Напряжение питания должно составлять 380 В/50Гц. Оптимальная температура в помещении – 18° С, в обратном случае может нарушиться технология производства.
Также в помещении должна быть создана хорошая система вентиляции. Особое внимание нужно уделить созданию системы освещения. По всей территории цеха делается общее освещение, а для отдельных участков – локальный «свет».
Подбор персонала
Чтобы организовать небольшое предприятие по производству окон ПВХ нужно нанять около 10 человек и установить специальную программу.
Такая программа с наименьшими погрешностями рассчитает стоимость металлопластиковых конструкций и предоставит всю информацию, нужную для производства.
Контроль
Контролировать производственный процесс должен руководитель производства, а главный технолог сможет проверить, соответствует ли готовая продукция общепринятым стандартам и требованиям заказчика? Он также должен распределять задания между рабочими и контролировать технологический процесс.
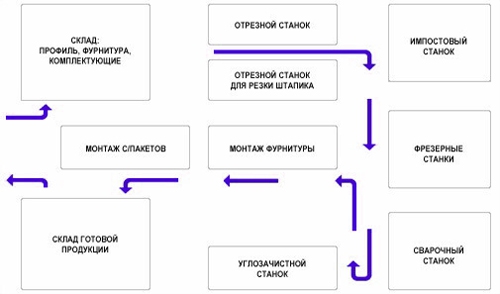
На предприятии должен быть и инженер, который будет отслеживать работу оборудования и в случае необходимости устранять поломки. В штат рабочих нужно нанять не менее 7 человек, из них один должен быть кладовщик, осуществляющий прием или отправку товаров. Оптимальная схема организации технологической линии и состав производственных участков отображены ниже.
Капитальные затраты
Чтобы открыть завод по производству окон ПВХ производительностью 20 готовых изделий за смену необходимо осуществить закупку такого оборудования:
- Двухголовочная пила с фронтальной подводкой диска – 372000 рублей;
- Углозачистной автомат (Yilmaz CA) -225 000 рублей;
- Торцефрезерный станок (Yilmaz km-212) – 30 000 рублей;
- Двухголовочный сварочный станок – 411 600 рублей;
- Оборудование для нарезки армирования – 9000 рублей;
- Копировально-фрезерный станок (Yilmaz FR-225) – 106 400 рублей;
- Компрессор Remezza – 26 000 рублей;
- Станок для создания водоотводящих отверстий – 86 000 рублей;
- Автоматическая пила для нарезки пластиковых штапиков – 99 600 рублей;
Итого стоимость полного комплекта оборудования составляет 1 365 000 рублей.
Затраты на доставку и монтаж оборудования – 50000 рублей;
Прочие расходы (на получение лицензии, сертификатов) – 50000 рублей.
Итого капитальные затраты: 1 465 000 рублей.
Расчет стоимости материалов для производства окон ПВХ
Стоимость материалов, которые необходимы для изготовления стеклопакетов
Норма расхода, стоимость единицы материалов, финансовые затраты (руб.) из расчета на 1 кв. метр продукции:
- Стекло (С-300 руб./кв. м): норма затрат – 2 кв. м; стоимость расхода – 600 руб.;
- Обечайка (С-100 руб./м): норма затрат – 4 м; стоимость расхода – 400 руб.;
- Бутил (С-35 руб./кг): норма затрат – 0,1 кг/кв. м; стоимость расхода – 3,5 руб.;
- Прочие расходные материалы на 1 кв. метр продукции – 200 рублей.
Итого затраты на изготовление 1 кв. метра стеклопакета – 1203,5 рублей.
Стоимость материалов, которые нужны для создания металлопластиковой конструкции:
- ПВХ профиль (С-1000 руб./м): норма затрат – 0,5 м/кв. м; стоимость расхода – 500 руб.;
- Металлопрокат (С-582,5 руб./м): норма затрат – 1 м/кв. м; стоимость расхода – 582,5 руб.;
- Комплектующие и другие расходные материалы – 2000 руб.
Итого: 3082,5 руб./кв. м.
Суммарные затраты материалов для изготовления 1 кв. метра продукции – 4 286 рублей.
Затраты на материалы в месяц: 22 смены * 20 готовых изделий * 1,68 кв. м* 4 286 рублей = 3 168 000 рублей.
Ежемесячные доходы за месяц (с учетом цены готового изделия – 9 500 рублей): 22 смены *20 единиц готовых изделий * 9500 рублей = 4 180 000 рублей
Постоянные ежемесячные затраты
- Аренда производственного помещения и склада – 50 000 рублей;
- Коммунальные платежи – 25000 рублей;
- Зарплата рабочих (10 человек) – 100 000 рублей;
- Затраты на материалы и комплектующие для производства – 3168000 рублей.
Итого затраты в месяц: 3 343 000 рублей.
Налог на прибыль (20%) – 167 400 рублей.
Итого расходы: 3 510 400 рублей.
Рентабельность и прибыль
Чистая прибыль: 4 180 000 — 3 510 400=669 600 рублей.
Рентабельность предприятия по производству окон ПВХ составит 19,07 %.
При чистой прибыли 669 600 рублей в месяц срок окупаемости составит 1 год и 9 месяцев. Но, данные расчеты ориентировочные и начинающий предприниматель должен помнить, что при высокой конкуренции нужно будет увеличить расходы и включить дополнительную статью – затраты на рекламную кампанию. В результате этого срок окупаемости может увеличиться.
Полезное по теме:
Изучаем технологию изготовления пластиковых окон
 В этой статье расскажем обо всех этапах изготовления пластиковых окон.
В этой статье расскажем обо всех этапах изготовления пластиковых окон.
Не секрет, что любое производство начинается с закупки материалов и комплектующих. К тому же нужны полуфабрикаты. Поэтому технология изготовления пластиковых окон, как и любая другая, начинается с входного контроля.
Для всех комплектующих имеются соответствующие ГОСТы. Так, уплотнители должны соответствовать ГОСТ 30778-2001, фурнитура — ГОСТ 30777-2001, а профили, используемые для сборки окон ГОСТу 30673-99.
Что касается хранения материала, то он должен складироваться в помещении в нормальных условиях. Необходимо избегать попадания прямых солнечных лучей и не хранить вблизи отопительных приборов. Температура в производственных цехах не должна быть ниже +18 градусов, иначе при низкой температуре обработка пвх профилей может не дать должного качества.
Этапы производства пластиковых окон
Весь процесс изготовления пластиковых окон можно разделить на 11 этапов.
1 этап. На этом этапе происходит резка армирующего профиля. Для этого используют пилы для резки стального армирования с установленными на них абразивными отрезными кругами. В качестве альтернативы могут быть установлены диски для резки металла. Армирующий профиль режут под прямым углом. Заусенцы после распила снимают на наждачном круге.
2 этап. На втором этапе режется ПВХ профиль. Его режут двухголовочными или одноголовочными усорезными пилами. Импосты нарезают под углом 90 градусов, учитывая запас на сторону до 6мм в зависимости от системы профиля. Сами профили створок и коробки нарезают под углом 45 градусов с учетом припуска до 3мм на сторону для сварки.
В процессе резки базовые поверхности профиля прижимают к вертикальному упору и поверхности стола. Для этого используются струбцины. Однако, нужно быть осторожными, чтобы избежать деформации профиля.
3 этап. После того как ПВХ профиль нарезан происходит фрезерование водоотводных окон в нижних профиля коробки оконного блока на фрезерном станке с концевой фрезой. Диаметр фрезы должен быть не более 5 мм. Так же это можно сделать вручную с помощью электродрели со специально заточенным сверлом диаметром 5 мм. Для водоотводных окон обычно не превышает 25 мм.
4 этап. На этом этапе происходит армирование профилей ПВХ. Армирующие профили обрезают по длине и вставляют в профиль ПВХ с помощью специального станка или вручную, используя ручную дрель.
5 этап. После армирования сверлятся отверстия и фрезеруются пазы для фурнитуры на копировально-фрезерном станке. Так же при наличии электроинструмента и специальных насадок и приспособлений это можно сделать вручную.
6 этап. Процесс фрезерования торцов импостов фасонными фрезами с дальнейшей их сборкой и установкой фитингов. Перед установкой на торцы импоста наносят силиконовый герметик.
7 этап. Профили свариваются на специальном сварочном станке. Температура сварного ножа порядка 250 градусов.
8 этап. На восьмом этапе устанавливаются импост и подставочный профиль. Все это делается вручную на сборочном столе с использованием шуруповерта или электродрели.
9 этап. После импоста и подставочного профиля устанавливаются уплотнительные профили. Установка в паз начинается с середины пазов верхних горизонтальных профилей створок и рам. Уплотнитель устанавливается единым неразрывным контуром без растяжения. Концы уплотнителя склеиваются встык циано-акрилатным секундным клеем.
10 этап. Навеска фурнитуры. Для поворотной створки ставится основной запор, петли, угловые переключатели, средние запоры и дополнительный средний петлевой зажим. Для рамы устанавливаются ответные детали запорного механизма и петли. Для наклонно-поворотной створки устанавливается нижняя петля на створку, основной запор и угловые переключатели. Если узкая створка, то на нее ставят средний запор на створку и ножницы. Если створка широкая, то нижний средний запор, средний запор на створку и ножницы. На ответную раму устанавливаются верхние и нижние петли, ответная планка наклонно-поворотного механизма и по периметру ответные планки запорного механизма.
11 этап. Заключительный этап включает в себя резку штапика и установку стеклопакета в профильную систему (максимально плотно!). Внимание! Резка штапика должна быть с направляющими. Во избежания провисания створка со стеклопакетом должна образовывать жесткую конструкцию. После того, как штапики установлены пластиковой киянкой производится осадка части створки. Выполняется предварительная регулировка фурнитуры на стенде, а затем на месте уже после монтажа окна.
Технология изготовления пластиковых окон
| Рейтинг статьи: |